坐电梯模型需要什么类型PLC
电梯控制简单,用最便宜的PLC就行。比如西门子的S7-200。
先确定你需要多少个输入点和多少个输出点。三菱、欧姆龙、富士、西门子、松下、基恩士等厂家的PLC都可以用做电梯控制。
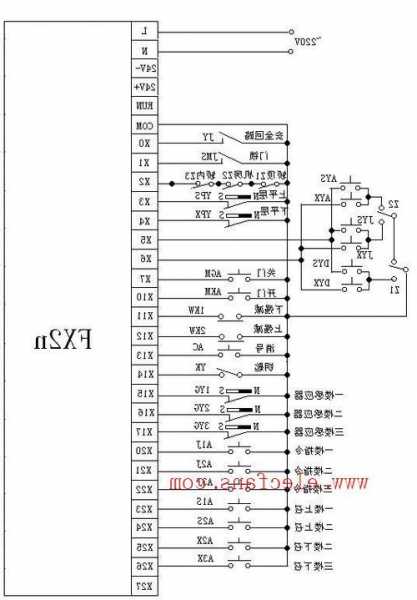
现在电梯控制用的PLC大部份是用三菱的PLC.100点不知是不是输入输出共100点还是?如果I/O共要100点的话,建议买三菱的FX2N-128MR的PLC。64点输入,64点输出。
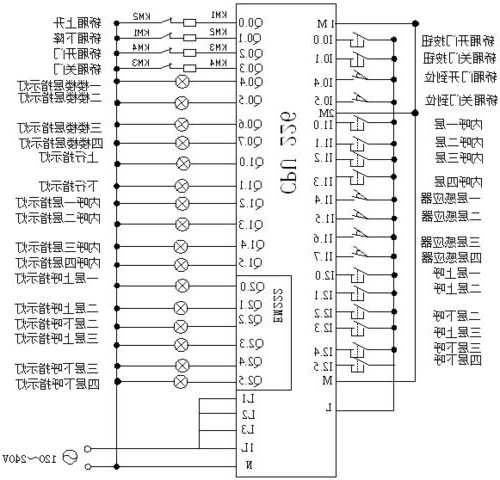
S7-200和S7-300有什么区别?控制33层的电梯用哪个型号更好?求大神...
硬件区别:S7-300更模块化了,S7-200系列是整体式的,CPU模块、I/O模块和电源模块都在一个模块内,称为CPU模块;而S7-300系列的,从电源,I/O,CPU都是单独模块的。软件区别:200系列用的STEP7-Micro/WIN40sp6软件;300使用的是STEP7软件,带了Micro和不带的区别是相当的明显啊。
S7-300为了适应大中型控制系统,而设计的更加模块化。S7-200系列是整体式的,CPU模块、I/O模块和电源模块都在一个模块内,称为CPU模块;而S7-300系列的,从电源,I/O,CPU以及导轨都是单独模块。
存储内容侧重点不同 (1)V一般侧重保存中间变量数据,数据块只能编辑V。(2)M一般侧重保存标志位数据,数据块不能编辑M。存储内存容量不同 (1)V可以存储5120个字节,内存区域大。(2)M只有32个字节,非常小。断电保护能力不同 (1)V区的数据默认具有断电保护功能,数据断电自动保存。
总线中,200能做300的从站,也就是300能做总线扩展,200没有这种扩展。就单机架扩展,其差别也是巨大的。模拟量模块方面,200的AI模块很单一。300的各种的都有。能实现的特殊功能,也即功能模块,300更是占优。。软件方面,Step7 MicroWin(200用的)跟Step7(300用的),也不在一个级别。
这两个比较而言,s7-300性能好点,输入输出点多,可带的输入输出模块多。 200站点小些,300站点大些。
日立电梯配置什么品牌的PLC?
这要看配套的SI或者Process OEM选的哪家。西门子,欧姆龙,三菱,富士等都有可能。日立自己也有,台系或者国内的品牌也有可能。
MCUB板与三菱PLC不能通讯。是不同梯种使用的主板,一个是C语言编程,一个是PLC梯形图编程。
FA产品包括可编程控制器(PLC)、变频调速器(INV)、人机界面(HMI)、运动控制及交流伺候服务(Motion Controller&Servo)等。机电一体化产品包括数控系统(CNC)、放电加工机(EDM)、激光加工机(LP)等。丰富的产品线为中国用户提供全面支持。 服务 三菱电机FA中心是三菱电机自动化的技术服务机构。
现在电梯,货梯大部分用PLC控制,载人电梯用的也是被称为PLC的控制系统,不过这种控制系统一般都是有生产商自己研发的PLC控制系统。像日立电梯,三菱电梯等都是自己的PLC。而不是市场上的西门子S300,三菱FX2n等。这种PLC以单板的形式安装在控制柜内。那电路板是一层加一层,一块加一块,丑死了。