数控角钢线1010和0808的技术参数范围是多少?
税务车床误差限制范围应该是控制在0.3~0.25之间,是不是正常的参数轮廓面板是差距很大的。

一般是0.01--0.025,和材料的薄厚有关系,这主要是因为加工速度的关系,我的经验是调频越高速度越快间隙就越小,反之则相反。
济南硕超数控的数控角钢线是这样保养的,具体操作如下:1) 工作用油推荐采用N46号耐磨液压油(GB443-84),选用液压油应视温度而定。

智能化功率管理技术,可有效减轻仪器内部发热。可储存120次测量数据,掉电不丢失。全部汉字菜单及操作提示,直观方便。数字电阻测量仪测量精度高、性能稳定、显示清晰、测量范围宽、抗干扰能力强。
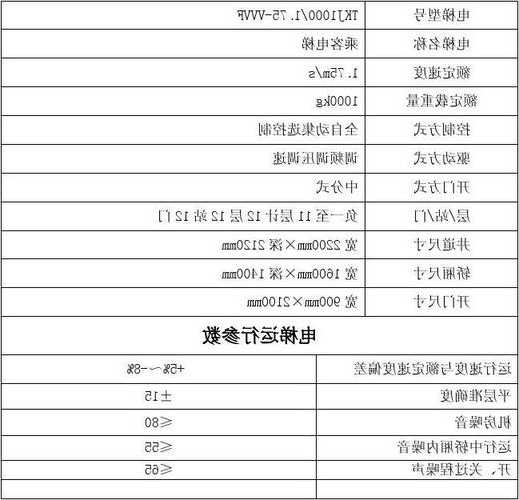
jx1010型数控角钢冲孔生产线产品图片?
济南硕超数控设备有限公司生产的JX2020型数控角钢冲孔生产线具有独立的液压动力机构和电气数控系统,采用中央集中控制。同时为了方便主机的模具调整和其它部件调整,也具有部分分散控制动作。数控角钢生产线的主机采用钢板组合机构。

济南西马特生产的数控角钢生产线主要用于送变电与通讯行业角钢塔生产的铁塔加工设备,建筑行业、铁路、桥梁工程中角钢构件的打钢印、冲孔和切断工艺。在数控设备竞争日益激烈的情况下,我公司技术的不断积淀奠定了西马特的产品品质。
加工角钢范围140X140X10mm~250X250X32mm 最大钻冲直径φ40mm;CNC数控自动生产线,电气控制先进,加工过程采用计算机控制;关键的液压·气动·电气等关键元器件---为世界知名品牌产品。
天旭数控角钢生产线传入编程步骤。用户先编写工件程序。在编写排料程序。最后将排料程序下传到PLC中,启动执行。系统就会自动按程序一步步执行排料程序,从而完成工件的成批生产。
4号角钢冲孔用多大的冲床合适
由此可得:这个63吨就可以了。冲床就是一台冲压式压力机。
如果一次冲一个孔,大约只需要10吨的冲床就可以了。
再乘以3(冲床的安全系数), 就是最小可用多大的冲床了。也就是20mm*14*5mm*4个*4kn*3=631kn 最少要65kn的冲床,要是换算成吨的话就是631除以81约为66吨。所以不适合用63吨的床子。
其次,冲床的规格也是影响冲孔能力的因素。12吨的冲床的能力相对较小,一般适用于冲小孔和薄板材料。如果要冲大孔或冲厚材料,可能需要更大容量的冲床。最后,冲孔的直径和冲厚的材料还受到所使用的材料的性质影响。